| Présentation |
MON STAGE DE FIN D' ETUDE CHEZ ![]()
Latécoère est une entreprise qui conçoit et fabrique, entre autres, des éléments d' aérostructure : tronçons de fuselage et portes. Ces structures mécaniques sont composées de pièces métalliques étant obtenues par des moyens divers. Une partie de ces pièces sont issues de la tôlerie dont la première étape est le détourage de pièces plates dans des tôles d'aluminium.
Eléments d'aérostructure fabriqués par Latécoère contenant des pièces issues du détourage
|
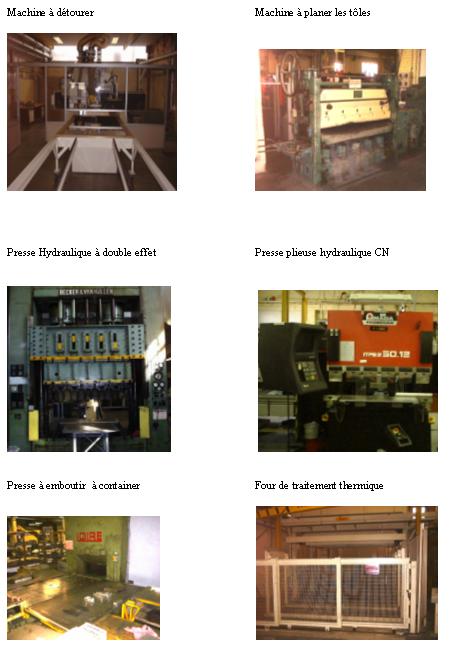
Quelques machines du secteur tôlerie
|
Pièces issues du détourage
|
Etape de la fabrication de la majorité des pièces de tôlerie
|
| 1.Conception d'un système d'aspiration pour la détoureuse |
| 1.1.
Présentation de la machine de détourage |
Le détourage consiste en l'usinage de tôle afin d'obtenir des pièces plates de formes complexes, qui peuvent êtres de grandes dimensions et qui seront ensuite pliées afin d'être assemblées à des structures de portes ou de fuselages en ayant souvent la fonction de rédisseur. Cette machine permet le perçage et le détourage de pièces élémentaires de tôlerie en alliage léger.
| Détoureuse
|
Opérateurs au PC de commande
|
broches : détourage et perçage
|
Broche détourage
|
Détoureuse
|
Broche détourage
|
| 1.2.
Les déplacements, le détourage, le maintien des tôles
et le bridge-cut |
2. Lt et système de mainien de la tôle
Le déplacement des différents éléments
de la machine les uns par rapport aux autres permet de réaliser des
perçages et du détourage à n’importe quel endroit
d’une tôle de dimensions 2500*1500.
La liaison entre les éléments mobiles est assurée par
des glissières en V qui sont commandées par des liaisons vis-écrou,
classiques en machine outil.
1.2.1. Les déplacements suivant les axes x, y et z

1.2.2. Mouvement des broches pour réaliser du détourage ou du perçage
1.2.3. Fonctionnement du système de maintien des tôles lors du détourage
Lors du détourage le patin exerce un effort presseur
sur la tôle afin qu’elle reste bien en position.
Pour éviter d’abîmer la tôle par frottement, la surface
de contact exerçant l’effort est un polymère dont la dureté
permet de ne pas altérer la tôle.
L’opération de maintien s’effectue en 2 temps
:
Pour commencer, la fraise vient se placée à la bonne hauteur
(elle transperce les ou la tôle de part en part). .A ce moment là,
le dispositif de maintien de la tôle n’est pas en contact avec
cette dernière car il est retenu par les ressorts de rappel.Une fois
cette position atteinte (position en z) les tiges des vérins hydrauliques
verticaux poussent l’ensemble du système de maintien vers la
tôle jusqu’à ce que celui-ci exerce la pression de contact
désirée.
Cette position est conservée tout au long du détourage : le
patin glisse sur la tôle en exerçant un effort presseur
Lors du contournage, la pression exercée par le patin sur la tôle
vaut 2 bars et lors de la coupe des ponts elle vaut 4.8 bars.
L’effort presseur est transmis par 2 vérins verticaux de la machine
et il transite jusqu’au patin par les pièces grise et rouge afin
de ne pas endommager les glissières qui servent à la découpe
des ponts.
Il est à noter que lors de la coupe des ponts, ces pièces se
déplacent l’une par rapport à l’autre.
Système de maintien de la tôle en position d'approche
|
Système de maintien de la tôle exerçant l'effort presseur sur la tôle
|
1.2.4. Le processus de détourage
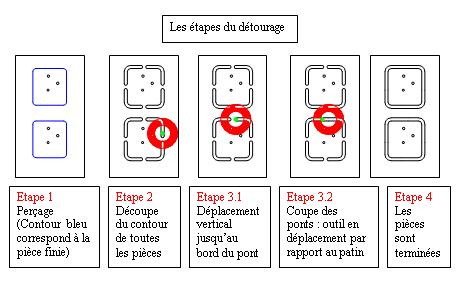
Voir une simutation de coupe des ponts :
| 1.3.
Le principe du système d'aspiration de copeaux de la broche de
détourage |
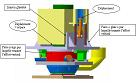
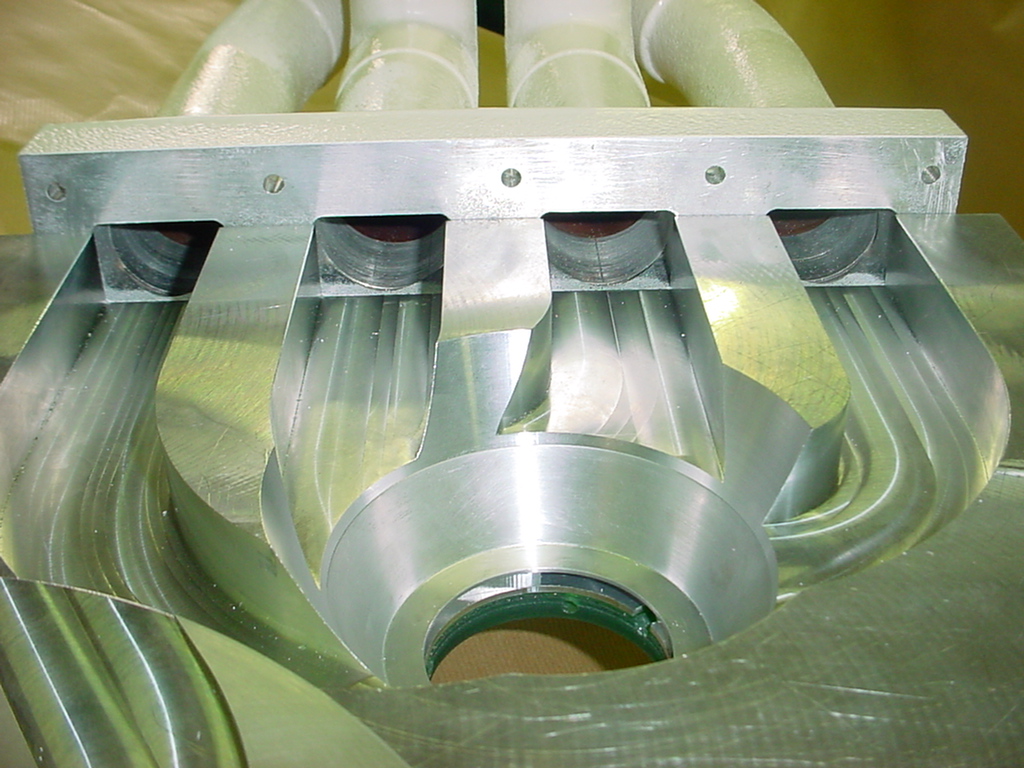
Le principe d’évacuation des copeaux est le suivant
: un flux d’air ascendant entraîne les copeaux de la zone d’usinage
vers une cuve de stockage.
Pour créer ce flux, il est nécessaire d’avoir une entrée
et une sortie, sinon, avec uniquement une sortie, on obtient une zone sous
vide mais les molécules d’air ne se déplacent plus et
par conséquent, les copeaux restent dans la zone d’usinage.
Lors du détourage, l’orifice central est en contact avec la tôle,
avec une pression de 2 bars, l’air ne peut donc pas s’y engouffrer
et par voie de conséquence, le flux ne peut pas se créer.
C’est pourquoi, il a était usiné des rainures dans le
support du patin.
Il faut que l’entrée d’air soit la plus basse possible,
au plus près de la tôle, pour qu’un maximum de copeaux
soit pris dans le flux, d’où la position des rainures.
Ancien système d'aspiration des copeaux de la broche de détourage
|
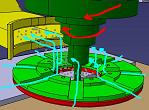
Principe de l'aspiration 1
|
Principe de l'aspiration 2
|
Système d'aspiration complet de la broche de détourage
|
On peut remarquer sur les schéma "principe d'aspiration" 1 et 2, que le mouvement de la fraise n'est pas coordonné avec le flux d'air. En effet, le mouvement de la fraise crée un effet tourbillonaire qui parasite le flux, par conséquent les copeaux restent dans la zone autour de la broche et ne sont pas aspirés.
| 1.4.
Les problèmes du système d'aspiration de copeaux de la
broche de détourage |
1.4.1. Le probleme des tôles rayées
A cause du système d'aspiration des copeaux, une partie des tôles usinées est directement mise au rebut, ce qui coûte de l'argent et du temps à l'entreprise. Nous savons que le patin d'appui glisse sur la tôle lors du détourage. Si un ou plusieurs copeaux viennent se loger entre la tôle et le patin ceux ci sont traînés sur la tôle pendant cette opération. Dans cette situation, les bords tranchants des copeaux rayent la tôle d'aluminium qui est un matériau tendre.Les contraintes en aéronautique exigent que les pièces de tôlerie aient un état de surface convenable, les pièces rayées ne peuvent donc pas être utilisées, elles sont rebutées. Ces copeaux rayeurs devraient normalement être aspirés et le problème ne devrait pas se poser, malheureusement, le système d'aspiration est défectueux et les copeaux restent dans la zone d'usinage et endommagent les tôles.
exemple de tôle rayée
|
1.4.2. Les causes
Cette machine à détourer est un prototype.
A l’origine cette machine a été conçue pour usiner
le bois puis diverses modifications ont été faites pour passer
à l’usinage de l’aluminium.
Dans cette configuration, la machine n’est parfaitement adaptée
à l’utilisation qu’il en est fait.
En effet, certains usinages réalisés dans le système
pour remplir des fonctions qui n’ont plus lieux d’être à
l’heure actuelle affectent les performances de l'aspiration.
1.4.2.1. Pertes de charges singulières
Le cheminement du fluide est très accidenté, ce qui provoque
de la perte de charge singulière et une trajectoire très mauvaise
des copeaux. A cause de cela, une partie des copeaux n' est plus aspirée
et peut donc endommager la tôle lors de l' étape du détourage.En
effet lors notamment de l'usinage de 3 tôles simultanément, une
grande quantité de copeaux n'était pas aspirée, ce que
entraînait systématiquement la mise au rebus de la tôle
du dessus.
Cheminement accidenté du flux
|
usinages parasites 1
|
usinages parasites 2
|
usinages parasites 3
|
1.4.2.2. Equilibre du flux
En aval, le débit est bien plus important qu' au début du cheminement,
le flux porteur de copeau n'est donc pas optimisé. Le risque étant
encore une fois de laisser une partie des copeaux dans la zone de contact
entre le patin d'appui et la tôle, et donc de déteriorer la tôle.
section de passage 1
|
section de passage 2
|
section de passage 3
|
section de passage 4
|
1.4.2.3. Les vis qui rayent
A l’origine, le patin était fixé à son support
avec du scotch double face mais le liquide de lubrification altérait
les propriétés de la colle. Il a donc était nécessaire
de consolider la fixation à l’aide de vis.
Ceci à engendrer de nouveau problème : des copeaux venaient
se loger dans la tête des vis et ensuite, lors de la première
étape du détourage ils étaient traînés sur
la tôle, rayant les tôles et rendant les pièces rebutables.
les vis : cause de rayures
|
1.4.3. Arrachement du patin
Iil y a un espace entre le patin et son support.
Il peut arriver qu’après avoir été détourée
une partie de tôle se soulève et passe entre le patin et le support.
Ceci a pour conséquence de provoquer l’arrachement du patin et
donc la détérioration de pièces et la perte importante
de temps de production pour procéder au changement du patin.
Arrachement du patin
|
| 1.5.
Les essais pour améliorer le système |
Ce problème d’aspiration était déjà
connu par les techniciens du service de maintenance.
Certains avaient préparé des solutions comme notamment le patin
sans vis sur la surface de contact et le système de soufflerie.
Ces solutions n’engendrent pas de lourdes opérations de maintenance,
et donc, ne gênent pas trop la production.
Les essais se sont déroulés pendant près de 2 mois, au
cours desquels nous avons pu voir l’influence des différentes
modifications.
Il a été décidé dès le départ que
les modifications ne concerneraient que la cloche d’aspiration, vue
précédemment.
En effet, bien que la longueur et l’état de surface des conduits
souples puisse entraîner des pertes de charge régulières,
il n’y aura pas de modifications apportées sur cette partie.
La puissance de l’aspiration a été jugée suffisamment
puissante.
| Tableau contenant toutes les confirations de test
|
Patin en cahoutchouc d'appui sur la tôle et son support pour les tests : plus de vis et plus d'arrachement de patin
|
Montage de 3 souflettes pour augmenter le débit d'air en amont
|
Branchement des souflettes sur la machine
|
Cette période d’essai a été assez
courte car il ne fallait pas ralentir excessivement la production.
Cependant, cela aura été très bénéfique
car des résultats ont été obtenus, l’aspiration
des copeaux est nettement meilleure et le nombre de rayures a diminué
de manière impressionnante.
Depuis de nombreuses semaines la machine est équipée du système
décrit par la configuration 7, et même si il reste quelques copeaux
qui ne sont pas aspirés, il offre entière satisfaction.
Cela a été aussi l’occasion de réfléchir
à de nouveaux systèmes et j’ai pu ainsi en profité
pour proposer mes idées, y associer celle des autres participants,
pour finalement avoir les main libre pour concevoir un nouveau système,
approuvé par tous, et donc fortement susceptible d’être
fabriquer.
| 1.6.
La conception d'un nouveau système |
1.6.1.Les premières ébauches du système
Malgré toutes les améliorations apportées
au système d’origine, alors que nous en étions à
la configuration 4 des évolutions, lors des détourages avec
empilement de 3 tôles, il restait des copeaux et donc des rayures.
Voyant que le système n’amenait pas entière satisfaction,
j’ai proposé de concevoir un nouveau montage.
Les changements important étant de collecter les copeaux à 360°,
grâce à des conduits d’aspiration indépendants,
et ainsi aspirer les copeaux le plus rapidement où qu’ils se
trouvent dans la zone d’aspiration puis un cheminement d'air hélicoïdal,
orienté dans le sens de rotation de la fraise, afin de profiter de
celui-ci et non de le subir.
Cette idée, qui a était approuvée par les techniciens
de la maintenance et les concepteurs du bureau d’outillage, a été
le point de départ du nouveau système.
1.6.2. Le cahier des charges
J’ai conçu le système avec pour contrainte
les conditions suivantes :
Conserver l’encombrement de l’ancien système
Conserver les cotes de fonctionnement et les caractéristiques de l’ancien
système
Conserver le patin avec pente de rabattement sans vis sur la zone de contact
Limiter au maximum les pertes de charges singulières et conserver la
vitesse du fluide
Loger la lubrification au plus près de l’usinage
Conserver le système de soufflerie
Concevoir un système facilement montable sur la machine
Limiter les usinages sur le patin en élastomère
Concevoir un système de changement du patin ergonomique
Concevoir des pièces faciles à fabriquer
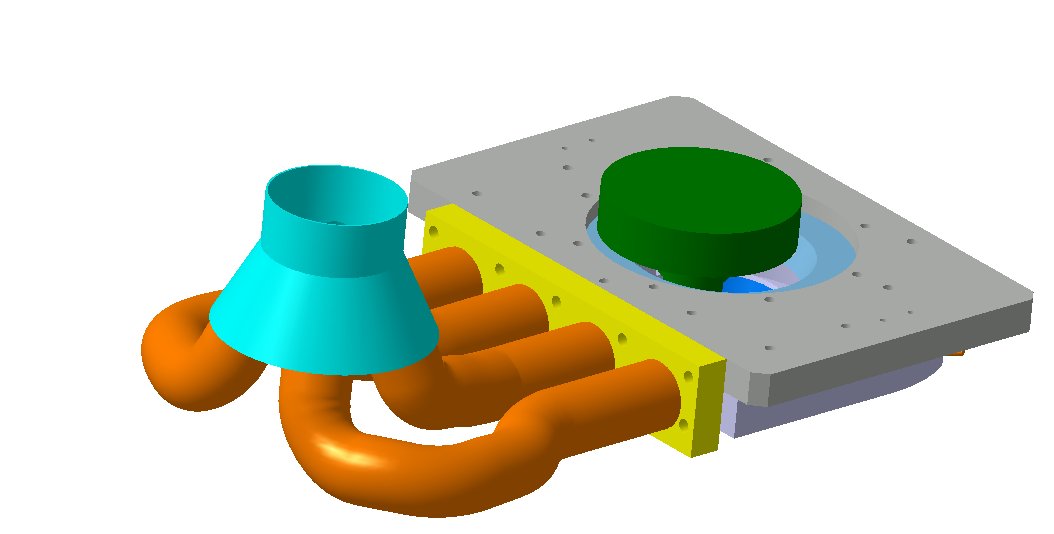
1.6.2. Le nouveau montage
Nouveau système 1
|
Nouveau système 2
|
Vue perspective 1
|
Vue perspective 2
|
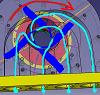
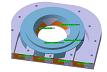
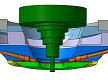
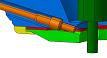
1.6.3. Les améliorations apportées
Flux (bleu)profitant du mouvement de rotation de la fraise ( rouge)
|
Cheminement du flux : dans la cloche (bleu foncé) et dans la plaque (bleu clair)
|
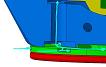
Le flux d'air des soufflettes soulève les copeaux les plus bas, ceux en bout de fraise
|
 |
La cloche d’aspiration Le changement consiste à profiter du mouvement de la fraise pour créer un flux ascendant plus efficace, pour cela l’idée a été de faire tangenter l’entée d’air à la zone où se créer le copeau, ainsi nous obtenons une forme en spirale qui tourne dans le même sens que la fraise et l’air ne perd pas de vitesse, contrairement a se qui se passait avec le montage d’origine à cause du changement brutal de cheminement. En effet, cette entrée d’air tangentielle permet de limiter les pertes de charges singulières et le ralentissement du fluide. Grâce à la force centrifuge et à la vitesse le copeau est plaqué contre la paroi de la chambre d’aspiration et remonte le long de celle-ci. |
 |
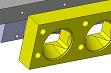
La plaque ou collecteur à 4 canaux Ce système est plus réactif que celui qui collecte les
copeaux par un seul canal car avec ce système le copeau ne tourbillonne
pas dans la chambre d’aspiration, il est plus vite aspiré,
le débit est meilleur. |
Pente pour permettre le changement progressif de section Pour garder une section la plus constante possible, on augmente progressivement
la hauteur du conduit alors que sa largeur diminue. |
|
 |
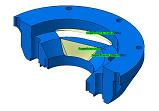
La chambre d’aspiration La cloche, la plaque et la contre plaque sont les éléments constituants la chambre d’aspiration. La chambre d’aspiration est de forme conique et régulière. Les canaux d’aspiration en sortie de chambre sont placés suffisamment hauts pour profiter du mouvement ascensionnel crée par la coupe du copeau. |
 |
Pipe d'évacuation Cette pièce sert à éviter les évasements brusques, sources de pertes de charge.L' usinage est conique pour passer progressivement d’une section rectangulaire à une section circulaire |
 |
Patin avec pente de rabattement de la tôle Les essais ont démontré que le patin avec pente assuré correctement la fonction de surface d’appui et qu’il offrait une sécurité supplémentaire, il donc été conservé. |
 |
Vis de maintien Les vis de maintien ne sont plus sur le patin mais sur une pièce intermédiaire. |
 |
Tubes de la soufflerie Les 4 tubes de la soufflerie doivent conserver l’inclinaison
1, vue lors des essais. |
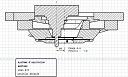
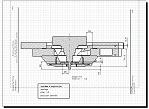
1.6.4. Les plans du nouveau montage
Une fois la conception figée et approuvée, j' ai procedé à l' élaboration de plan de gamme d'usinage, les plans de définition sont inutiles dans ce projet. Les plans du montage servent à connaître les côtes fonctionnelles et les jeux de fonctionnement.
| Plan du montage : position décalé
|
Plan du montage : position centrée
|
Plan de gamme de la cloche
|
Plan de gamme de la contre pièce
|
Plan de gamme de la pipe d'évacuation
|
| 1.7.
La concrétisation du projet |
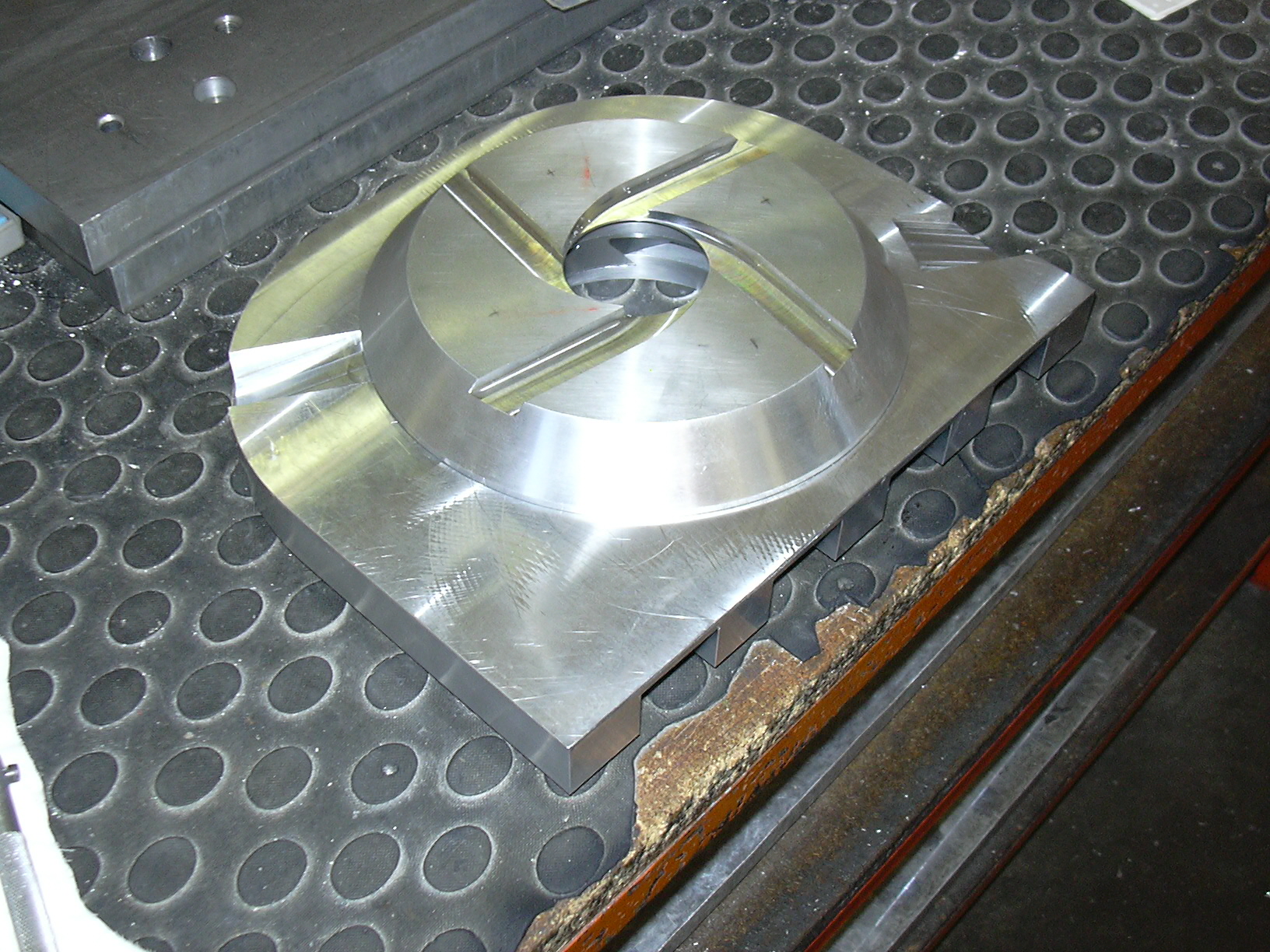
1.7.1. La fabrication des pièces
Plaque et contre plaque assemblées : l'usinage et les côtes sont correctes
|
Plaque et cloche assemblées
|
Collecteur usiné
|
Usinage complexes de la contre plaque
|
Usinage complexe de la plaque
|
Usinage conique de la pipe d'évacuation
|
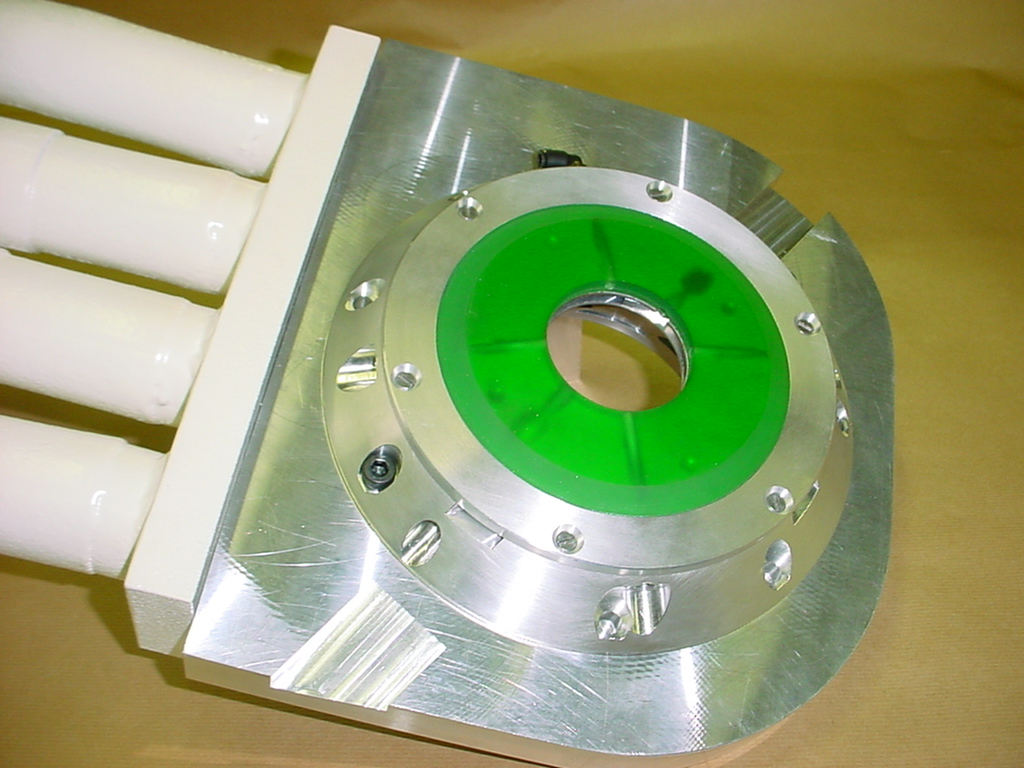
La conception a été convaincante, le projet a donc été concrétisé :
| Vue perspective
|
Vue dessous
|
Vue arrière
|
|
|
|
|
1.7.3. L' utilisation du nouveau système
Le système est actuellement en service, les résultats attendus ont été obtenus.